




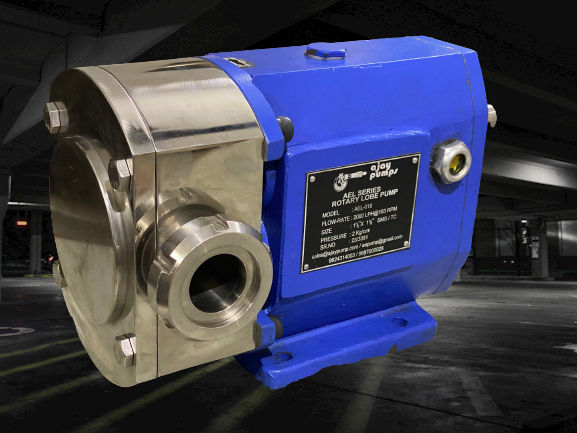
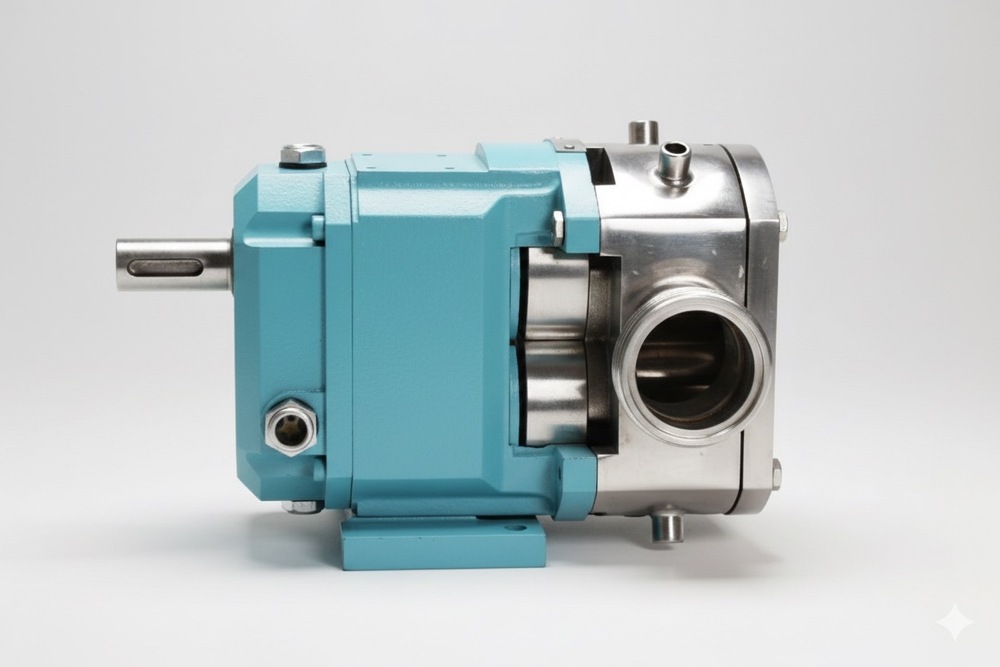
Rotary Lobe Pump
25000 INR/Unit
Product Details:
- Theory Rotary Pump
- Material SS 316
- Structure Other
- Power Electric
- Fuel Type Other
- Pressure Low Pressure
- Application Sewage
- Click to View more
X
Rotary Lobe Pump Price And Quantity
- 25000 INR/Unit
- 1 Unit
Rotary Lobe Pump Product Specifications
- Low Pressure
- Sewage
- Mechanical Seal
- Rotary Pump
- SS 316
- Other
- Other
- Electric
Rotary Lobe Pump Trade Information
- 2 Unit Per Week
- 1 Months
- All India
Product Description
The Ajay Engineering Lobe Pump is a positive displacement rotary pump that utilizes two or more lobes rotating in synchronization within a casing, without contact between them. As the lobes rotate, liquid is trapped in the cavities and carried from the suction to the discharge side, ensuring smooth, non-pulsating, and low-shear flow.
Manufactured from high-grade stainless steel (SS-304 / SS-316), these pumps are CIP/SIP compatible (Clean-In-Place / Sterilize-In-Place), ensuring hygienic performance and compliance with sanitary standards.
Our lobe pumps are widely used for viscous and delicate fluids, maintaining the products integrity and quality throughout the transfer process.
Key Features & Benefits
- Hygienic Design: Smooth, crevice-free interiors suitable for sanitary applications.
- Gentle Product Handling: Ideal for shear-sensitive materials like creams, sauces, and syrups.
- Reversible Operation: Can handle bi-directional flow for flexible system design.
- High Efficiency & Low Pulsation: Ensures uniform, consistent discharge without pressure surges.
- Self-Priming Capability: Capable of suction lift even with high-viscosity liquids.
- Low Maintenance: Non-contacting rotors minimize wear and reduce downtime.
- Corrosion Resistant: Made from SS-316 for superior durability in harsh environments.
- CIP/SIP Compatible: Easy cleaning and sterilization without dismantling.
- Leak-Proof Design: Available with mechanical seals or gland packing.
- Customizable Options: Available in various capacities, materials, and port configurations.
Applications
Ajay Engineering Lobe Pumps are ideal for transferring viscous, delicate, and hygienic fluids across multiple industries:
- Food & Beverage Industry: Syrups, honey, chocolate, ketchup, cream, pulp, yogurt, juices, and sauces.
- Pharmaceutical & Cosmetic Industry: Ointments, gels, lotions, shampoo, toothpaste, and other viscous liquids.
- Chemical & Petrochemical Industry: Acids, polymers, paints, adhesives, and resins.
- Dairy Industry: Milk, cream, curd, whey, and dairy concentrates.
- General Industrial Use: Molasses, oils, greases, lubricants, and other viscous materials.
Technical Specifications
Why Choose Ajay Engineering
- Industry Pioneer: Ajay Engineering leads in Lobe Pump design and innovation with proven reliability.
- Precision Manufacturing: CNC-machined components ensure smooth, leak-free, and consistent performance.
- Custom-Engineered Solutions: Pumps tailored to specific applications, materials, and flow rates.
- Stringent Quality Testing: Each unit undergoes pressure, flow, and leakage testing before dispatch.
- Energy Efficient & Durable: Optimized for minimal power usage and long service life.
- Comprehensive Support: Installation guidance, technical consultation, and spare part availability.
- Trusted by Leading Industries: Installed in top food, pharma, and chemical plants nationwide.
Ajay Engineering Setting Benchmarks in Rotary Lobe Pump Quality, Performance, and Reliability.
- lobe pump manufacturer
- Ajay Engineering lobe pump
- stainless steel lobe pump
- hygienic rotary lobe pump
- food grade lobe pump India
- pharmaceutical lobe pump supplier
- positive displacement lobe pump
- SS-316 rotary lobe pump
- industrial lobe pump manufacturer India
- molasses and syrup transfer pump
Frequently Asked Questions (FAQs)
Q1. What is a Lobe Pump?
A Lobe Pump is a positive displacement rotary pump that transfers fluid by the rotation of lobes, providing a smooth, low-shear flow ideal for viscous and hygienic fluids.
Q2. What makes Ajay Engineering Lobe Pumps unique?
Ajay Engineering is a pioneer manufacturer offering precision-engineered, stainless steel lobe pumps designed for efficiency, hygiene, and long-term reliability.
Q3. Are these pumps suitable for food and pharmaceutical use?
Yes all contact parts are made of SS-316/SS-316L, fully compliant with sanitary standards.
Q4. Can the pump handle high-viscosity liquids?
Absolutely. These pumps efficiently handle viscosities up to 1,000,000 cP.
Q5. Is customization available?
Yes Ajay Engineering provides tailor-made pumps for capacity, materials, and sealing options.
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

Other Products in 'LOBE PUMP' category



Contact Us
- 903/7, G.I.D.C. Estate, Makarpura, Vadodara - 390010, Gujarat, India
- Phone : 08045801785
- Mr Ajay Chitranjan (Partner)
- Mobile : 08045801785
- sales@ajaypumps.com
AJAY ENGINEERING
GST : 24AACFA0047R1ZI
GST : 24AACFA0047R1ZI


|
AJAY ENGINEERING
All Rights Reserved.(Terms of Use)
Developed and Managed by Infocom Network Private Limited.
Developed and Managed by Infocom Network Private Limited.

